Tool requirements for automotive powertrains (summary)
Fuonce-Lighting , https://www.fuoncelighting.com
1. Current status of powertrain machining tools
(1) Current status of China's automobile production capacity
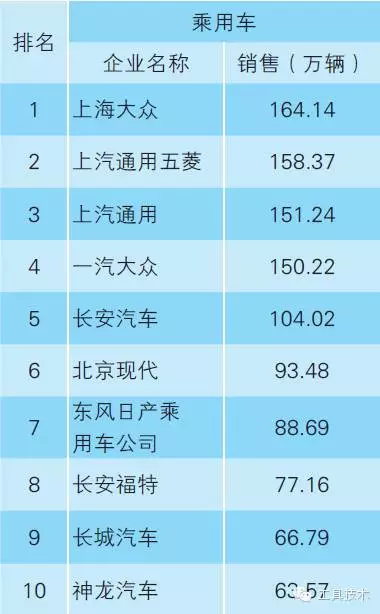
According to the data of China Automobile Association, in 2015, China's automobile production and sales completed 24,503,300 vehicles and 2,459,760 vehicles, both of which reached record highs. Table 1 shows the sales rankings of the top ten manufacturers of passenger cars in China from January to November 2015 (information source China Automobile Industry Association), and 10 enterprises sold 11.176 million. The China Automobile Association's sales forecast for the domestic passenger vehicle market in 2016 will be around 22.76 million units, a growth rate of 7.8%.
There are many types of machining tools for automotive powertrains, such as face milling cutters, corn milling cutters, end mills, angle milling cutters, ball end mills, etc. Drill, gun drill (single-blade, straight-groove), three-blade drill, four-blade drill); reamer, including single-edge reamer, multi-blade reamer; broach, including flat broach, round broach; Knife, including stepped hole boring, coaxial hole boring, single hole boring; combined string knives; taps, including cutting taps, extrusion taps, thread combs; honing heads, including crankshaft honing heads, cylinder bore honing heads , connecting rod size head hole honing head); grinding wheel, including PCD grinding wheel, CBN grinding wheel, corundum grinding wheel, green silicon carbide grinding wheel; crankshaft machining tool, including car pull, outer milling cutter, inner milling cutter; composite cutter, including drilling and milling Threads, drill collar planes, drill-boring tools; and gear cutters, hobbing cutters, polishing belts, brushes, etc.
The type of tool determines the degree of the face and point of the tool. Therefore, the increasing demand for knives in China's automobile manufacturing industry has also provided an excellent opportunity for foreign tool companies and domestic tool companies. The advantage of cost-effectiveness of the tool determines the preconditions for the tool company to be selected by the car powertrain factory.
(3) Status of localization of tools
In the form of the supplier of tools for the automotive powertrain project, each company will select the supplier tool for the tool of its own company according to its own planning strategy, but no matter what form is chosen, there will still be a tool for the project in the actual operation process. The work of optimizing is carried out. Figure 1 shows the number of major tool configurations for two major projects in an enterprise's powertrain. 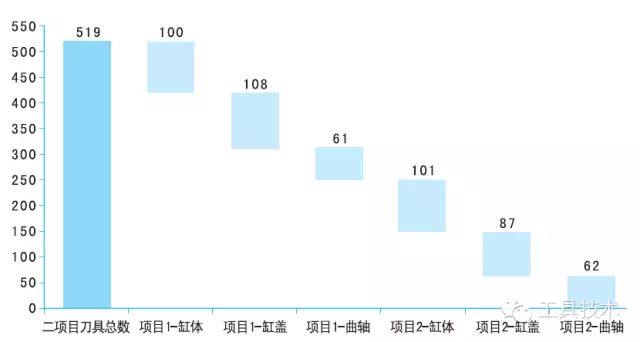
Figure 1 Number of major tool configurations for two projects in an enterprise powertrain 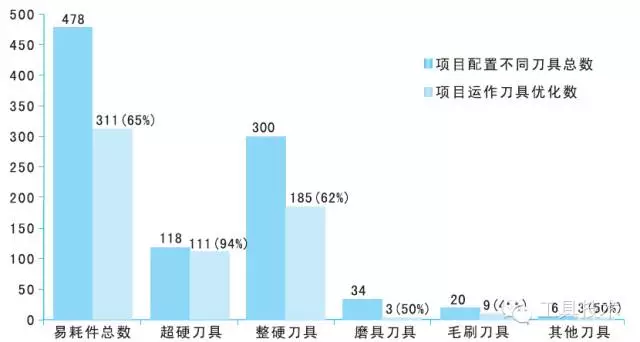
Figure 2 Optimized percentage of each tool material and tool
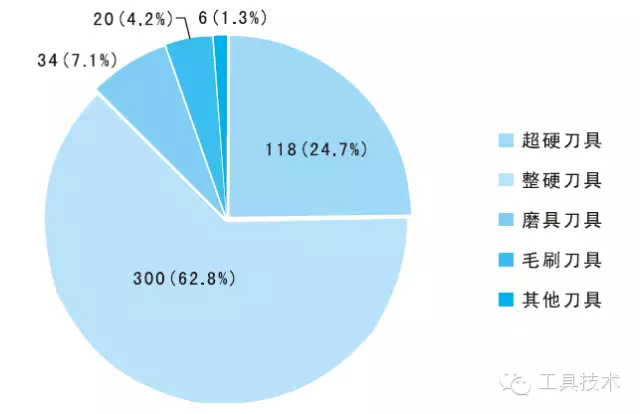
Figure 3 Proportion of suppliers for tool optimization in two projects 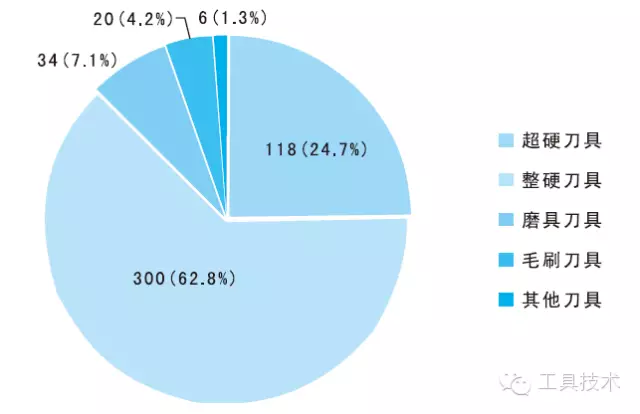
Figure 4 Classification of tool materials
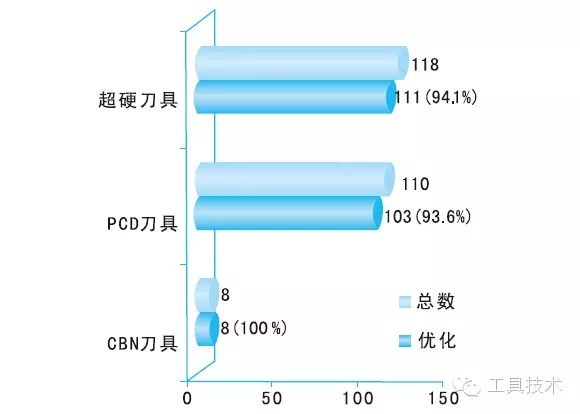
Figure 5 Optimized proportional analysis of superhard tools
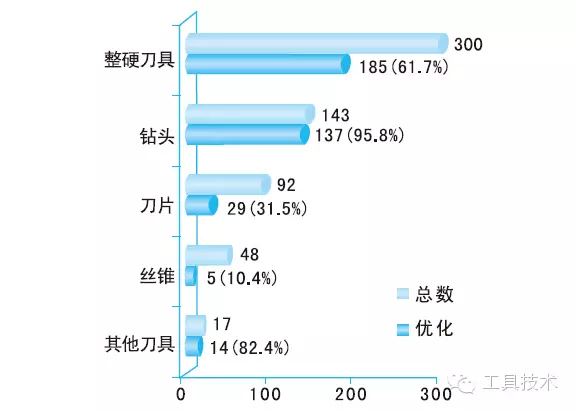
Figure 6 Optimization of the proportion of the hard tool
2. Powertrain machining tool prospects
(1) The development trend of passenger car powertrain and the relationship between tools
The proportion of 1 small displacement engine has increased. The displacement of China's automobile engine is now no longer a single displacement plan for individual enterprises, but more attention to serial production. From the smallest 1.0T, 1.2L····· to 2.4L, 3.0L, 3.4L.
2 power assembly main large part of the weight reduction cylinder body blank material from gray cast iron to all aluminum alloy material; cylinder body, cylinder head blank cavity thickness becomes thin; the overall weight of the crankshaft large parts decline, the previous 4 cylinders The crankshaft is 8 balance blocks, and now the 4-cylinder crankshaft balance block is designed to be 4 blocks, and the crankshaft main journal and the connecting rod neck are hollow or machined.
3 The material change of the main components of the powertrain is from the cast iron material to the all-aluminum material; the cylinder head material is still aluminum alloy material, but the material grade is adjusted from AA319 to A356; the crankshaft material is from the original ductile iron to steel. The material is then high-performance vermicular graphite cast iron, the hardness of the material is from BHN197-269 to HB248-302; the exhaust pipe material of the engine is adjusted to difficult-to-machine materials with high nickel content.
4 The cost of the machining tool of the powertrain increases from the weight reduction of the powertrain, which directly affects the rigidity of the machined parts. Therefore, it is required to improve the sharpness of the tool; the difficult machining of the material reduces the service life of the tool and requires high wear resistance. Tools for surface materials and surface coatings; the increase in processing capacity requires less tool change time, so the application of complex tools leads to higher purchase prices.
(2) Development trend of powertrain machining tools
1 Tool design focuses on cooperation with equipment suppliers More and more box parts processing tools are new tools developed jointly with equipment suppliers to meet the processing requirements, especially é•— machining tools (rod push rod drive, center Technical application of on-line compensation tool for coolant pressure drive, compressed air drive, spindle speed change to centrifugal force drive, block drive, etc.
2The locking mechanism of the innovative blade of the tool detail design; the fine adjustment mechanism of the blade; the cutting edge of the cutting edge of the tool; the innovative form of the head of the drill bit; the innovation of the support blade of the drill bit; the innovation of the chip pocket of the drilling and milling tool; Innovative intermittent cutting edge; 创新 innovative tool blade layout; spiral groove PCD step drill; laser sintering technology, 3D printing technology on the toolholder.
3 Coolant rinse blade edge The direction of coolant flushing is more targeted. The previous external cooling of the coolant is often aligned with the tool or the periphery of the tool. Now, the combination of the direction and amount of the coolant has been started. The coolant is mainly aligned with the machining edge, so that the cutting edge is performed. Increase the cooling effect of the force, so that the service life of the tool increases significantly.
4 Tool structure that meets the requirements of positional requirements The design of the tool pays more attention to the rigidity of the toolholder and the positioning of the support blade of the tool.
5 application of high-performance coatings for processing tool coatings that meet the increase in hardness of materials (composite coatings); coatings for aluminum alloys; coatings to improve the uniformity of high-grain grades, good affinity to substrates, high heat resistance Good properties, high hardness, good toughness, impact resistance, very dense and smooth coating surface structure and resistance to flank wear.
The popularization of 6MQL tools is widely used in shaft hole systems, and is bound to extend to other parts processing.
7 New changes in the tool for grinding tools CBN grinding wheel adopts carbon fiber body to achieve higher linear velocity Vc=200m/s; the standard uniform abrasive grain of abrasive belt and grinding wheel enhances the cutting amount of grinding, which greatly improves the processing efficiency.
8 Cost-reducing tools for consumable parts Multi-edge inserts; Sub-Land drills; applications of fine-tooth milling cutters;
9 Reasonable tool life The increase in tool life can directly change the operating cost of the tool. Recommendations that have not had a fraction of tool life in the past will appear less and less. It is recommended to verify the service life of the tool based on the length of the tool's actual machining path.
10 Reasonable use of cutting parameters of the tool The rationality of the cutting parameters of the tool is the method of correctly using the tool under the premise of satisfying the process requirements, and it is the operation mode of rational use of the tool to the reasonable wear of the tool. It is not possible to increase the cutting parameters without considering the production cycle and reduce the number of parts that can be machined.
3 Powertrain requirements for machining tool suppliers
The role and requirements of the tool in the actual operation of the vehicle powertrain factory, as a customer will put forward certain requirements for the tool supplier, summarized as follows:
(1) Tool safety As a customer, it is hoped that the tool supplied by the tool supplier is safe. The concept of safety is so large that it does not appear to fly away from the body during processing, so that it does not scratch your hands when it comes into normal contact with the tool.
(2) Stable quality The powertrain machining production line is a mode of mass production, so the set service life of the tool is phased and stable. If the batch difference of quality occurs, there is a risk of batch scraping of the workpiece, so the quality of the supplier's tool must be stable.
(3) Price win-win The price of the tool varies greatly depending on the supplier's popularity and quality. Therefore, the importance of the tool procurement process is to judge the price rationality of similar tools on the market. One-sided low supplier prices are not desirable, and a win-win situation can achieve long-term cooperation.
(4) On-time delivery The number of purchases of the tool as the customer is determined according to the production plan and the procurement cycle. That is, the tool supplier's off-the-shelf supply and procurement of tools will directly affect the customer's normal production operations.
(5) Respond in time to purchase the tool as a customer not only to buy the tool material of the tool supplier, but also to solve the problem of the purchased tool in the actual use process, so when the customer encounters the problem can not be solved, as the tool supplier must respond Timely and solve the problem as soon as possible.
(6) Technical support As a customer, not every company has the ability to complete large and small projects on its own, so customers will require tool suppliers to provide technical support when needed.
(7) Regular communication Not every domestic tool supplier is technically strong, so sometimes it is possible to achieve mutual benefit through regular exchanges with customers.
(8) Long-term cooperation The best goal of the supply relationship is long-term cooperation. Because of this cooperation, the supplier can have a stable production plan, and the customer has stable quality and purchase price.
China's auto companies have already embarked on the high-speed loop of the development of China's auto industry. They can neither change direction nor brake deceleration. They only have to stabilize the direction, step on the throttle and advance at full speed. Therefore, the cooperation between the tool supplier and the customer, mutual understanding, and cooperation can ultimately achieve a win-win goal.