Base precision stamping and leveling progressive die design (2)
3. Adjustable leveling die structure The adjustable flat group consists of a backing plate, a plurality of hexagon socket head screws and a polyurethane rubber plate, see Figure 6. The backing plate is machined from 45 steel, and the M6 ​​threaded hole is uniformly distributed according to the shape of the part, and the inner hexagon head adjusting screw is installed. When adjusting, use the hexagonal wrench to rotate the screw, and use the change of the axial movement distance of the screw to squeeze the surface of the workpiece to achieve partial adjustment of the flatness of the workpiece, so that the flatness meets the requirements. When adjusting, the upper and lower hexagon socket head screws must be screwed out and screwed in the same distance, and ensure that the upper and lower hexagon socket head screws are in contact with the workpiece and slightly squeezed, otherwise rebound will occur and the flatness will be unstable. In order to prevent the screw from loosening during the stamping process, a monolithic polyurethane rubber plate is used as a stop pad. The thickness of the polyurethane rubber plate is about 10 mm, the diameter of the light hole is 4 mm, and the hexagonal head screw of the M6 ​​is strongly screwed to ensure the polyurethane. The grease board has a tight locking effect on the hexagon socket head cap screws. The upper pad is coupled to the punch plate by two M14 bolts, and the lower pad is coupled to the lower die pad by two M14 bolts. The backing plate and the embossed block may not be mounted on the stripping plate. Otherwise, the punching pressure may cause the stripping plate to be deflected during the punching process, and the guiding column is subjected to the shearing force, which aggravates the wear of the guiding column and the deformation of the stripping plate. 4. Mold design points 5 Conclusion For more exciting articles, please refer to "Mechanical Workers" Cold Processing 2007 No. 1 Previous page Toilet,hot steam room,portable swim spa,backyard swim spa,hot tub swimming pool combo Guangzhou Aijingsi Sanitary Products Co.,Ltd , https://www.hottubdesign.com
The adjustable flat mold is based on the original progressive die structure. The adjustable flat group is pre-leveled and replenished before the embossing on the reserved empty step. The layout is shown in Figure 4. The mold structure is shown in Figure 5. Size 1520 mm × 550 mm × 430 mm). 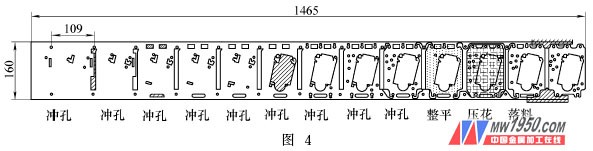
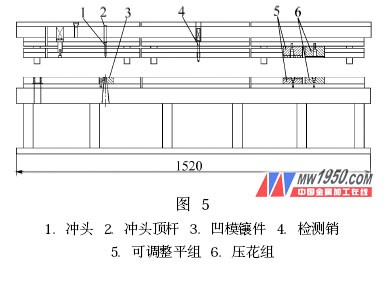
The mold has both a punching step and a forming step. In order to prevent dimensional changes caused by the pulling of the material during forming, the size of the positional accuracy is required to be as much as possible in the same step after forming. The punch is guided by the stripper plate, and the guide bar of the stripper plate is made of a copper-titanium alloy ball guide pillar guide sleeve with high precision and wear resistance. The mold design has a false feed detector, which monitors the working process of the mold from time to time to prevent misfeeding and damage the mold. 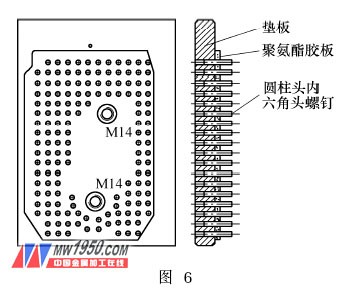
After the mold was put into use, it produced 75 pieces per minute, with a yield of 99%, a utilization rate of 93%, and a cumulative output of more than 40 million pieces, which worked well. Can be used as a reference for the design of the same type of product mold.
European Bathrooms Rimless Wall Hung Toilets Ceramic Sanitary Wall hung Toilet Bathroom