Analysis of parts failure caused by heat treatment defects
In general, the failure of mechanical parts in the service process is quite complicated, involving design structural problems, selected steel grades, metallurgical quality of steel, heating of steel parts, forging, heat treatment process and process parameters, and parts. In many aspects, such as service conditions (working conditions), these factors are often linked and restricted. They are often intertwined with various factors, and sometimes they appear confusing from the appearance. Although it is recognized that many part failures are caused by fatigue and/or impact, there is a lack of understanding of the mechanism of action that causes fatigue or impact.

Taking auto parts as an example, if the failure occurs under various conditions (road, season, etc.) for the failure of the same form, it can be attributed to the design reason; if the failure mode is only bad in the mountainous area The occurrence of sand and wood on the road surface can be attributed to the harsh conditions of service. In either case, the manufacturer (division) should analyze the cause and prevent it. However, it is not easy to find out the real cause of failure. Here are some examples of failures based on heat treatment defects.1.1 Quenching and tempering parts
1.1.1 Torsional fatigue fracture caused by insufficient hardness
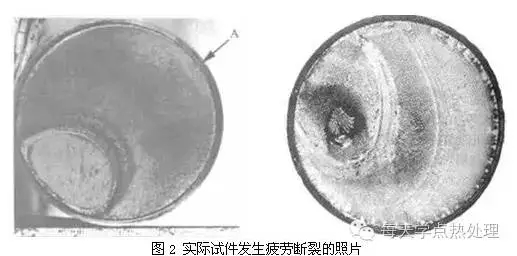
The steel spline shafts forged, annealed and quenched and tempered are analyzed for torsional fatigue fractures at a spline of 40 mm straight:
The spline shaft is made of SCr4 (40Cr) steel and has a very low surface hardness of only 23 to 26 HRC. In order to prevent such breakage, SCM4 (42 CrMo) steel has been used to increase the surface hardness of the shaft to 32 to 35 HRC, but the spline shaft still undergoes torsional fatigue fracture. Fracture observation found that: in the above two cases of fracture, the crack extends from the surface to the core, which is a typical torsional fatigue fracture. An effective measure for preventing torsional fatigue fracture is to adjust the surface hardness of the shaft without changing the size and shape of the shaft. The walking test results show that the surface hardness does not break above 40HRC, and the surface hardness is below 40HRC. Even if it is made of nickel-containing SNCM8 (40 CrNiMoA) steel, if the surface hardness is lower than 40 HRC, the fracture will also occur. When SCr4 steel is used, there is little break as long as the surface hardness reaches 40HRC. It can be seen that the effect of hardness is heavier than the influence of steel grades. Of course, when the hardness is higher than 40 HRC, it is inevitable that the thermal post-processing of the spline is difficult.
After quenching and tempering, the spline shaft should also consider the width of the hardenability band of the steel used, and the hardness rate of 40HRC. According to the cooling strength of the spline shaft quenching oil sump, the Joeminni distance corresponding to the surface and center of the straight 40 mm round bar is 12.7 mm and 19 mm, respectively. Of course, these two values ​​will vary depending on the cooling strength of the quenching device. According to the hardenability of SCr4H steel, the quenching hardness of surface and center is 38-54HRC and 31~47HRC, respectively. There is no central hardness here. The experiment determined that for 0.4% steel, in order to obtain good mechanical properties after quenching and tempering, the minimum quenching hardness is 50HRC. In fact, in the past, American companies also specified the minimum quenching hardness of the surface of the spline shaft to be 48HRC. This minimum quenching hardness is comparable to the surface hardness of SCr4H steel of 38 to 54 HRC, which can be considered as a spline axis with a hardness of 48 HRC or more. 50% of the total. Because only the surface hardness of 48HRC or more can be tempered at a temperature above 400 °C to ensure that the surface hardness is above 40HRC, the heat treatment qualification rate is only about 50%.
Of course, it is conceivable to reduce the tempering temperature to ensure the hardness, but for SCr4H steel or SCM4H steel of about 1% Cr, tempering at 400 ° C or less is insufficient. If it can be proved that the spline shaft after tempering below 400 °C can maintain the hardness above 40HRC, and the actual walking test does not break, then the tempering temperature is not enough.
Conclusion: For the straight 40mm round bar, due to the insufficient hardenability of SCr4H steel, the SCM4H steel with better hardenability than SCr4H steel is mainly studied. When SCM4H steel is used, the quenching hardness of the surface and center of the round bar is 46-57HRC and 39-55HRC respectively, and the surface hardness is mostly above 48HRC. Therefore, it is decided to use SCM4H steel to manufacture the spline shaft, and the design requirements should be quenched back. The hardness after fire is specified to be 40HRC or more.1.1.2 Bending fatigue fracture caused by decarburization
For failure analysis of parts made of S55C steel and broken during long-term service: the workpiece is forged and tempered after forging, and the hardness is about 20HRC. It is a fatigue fracture caused by bending. Observation by microscopic observation revealed that there was a considerable decarburization phenomenon near the starting point of the fracture.
1.2 high frequency hardened parts
The crankshafts of the early small-sized automobile engines were all made of SCr4, and subjected to forging and annealing, and then subjected to overall quenching and tempering, and the surface hardness was set to 40 HRC. The crankshaft made according to this scheme has a fracture phenomenon during the service process. It is found through the fracture analysis that the fracture source is near the corner, and the hardness near the fracture source is about 35HRC, which is lower than the specified value. The fracture is mainly caused by bending. Fracture.
One of the preventive and corrective measures is to use high frequency quenching without changing the shape, size and steel type of the crankshaft. There are two methods for pretreatment: one is forging, normalizing, quenching and tempering, the surface hardness is 38HRC; the second is forging, normalizing, and the surface hardness is 18HRC. The crankshafts of the above two pre-treatment states were subjected to the same high-frequency quenching and installed for 10 h bench test, and then loaded for driving test. The former did not break, while the latter broke from the edge of the high-frequency quench hardened layer. The topography is a fatigue fracture based on bending.
In general, when the crankshaft made of chrome-molybdenum alloy steel adopts the first pretreatment scheme, the hardness and depth of the hardened layer are superior to the second scheme, and the defect is to increase a quenching and tempering process. When the second option is adopted, if the shape and size of the crankshaft can be changed, it is also guaranteed that no breakage occurs, but actually changing the shape and size of the crankshaft is not an easy task. Therefore, as a heat treatment, it is necessary to consider a method on the heating coil. If the rounded corner can be hardened, the fracture may be avoided. For example, large engine crankshafts with different shapes and sizes are typically made of SC45C (45#) steel. The hot working process is forging, normalizing, and induction hardening. There are many examples of the crankshaft manufactured by this method that does not break during use.
Conclusion: For the crankshaft of small automobile engines, in order to prevent the occurrence of fracture, it is decided to switch to SCM4 steel with better hardenability. The hot working process is forging, normalizing, and conventional quenching and tempering, and the surface hardness is controlled at about 42HRC. The crankshaft in this state is rarely broken.
1.3 Carburized hardened parts
1.3.1 Fracture caused by poor quenching
The knuckle kingpin made of SCr22 steel is analyzed during the use of the broken parts: the production process of the main pin is forging, annealing, cutting, carburizing, quenching and tempering. As mentioned earlier, the cause of the failure is complex and cannot be generalized. Microstructure observation of the carburized layer of the main pin shows many reticulated carbides with a hardness of only 15 HRC. The problem of banded ferrite in the uncarburized portion cannot be simply regarded as a heat treatment defect.
According to the analysis, the quenching temperature of the main pin after carburizing is low, and as a result, the quenching hardness is low, and the entire part is fragile and insufficient in strength.
1.3.2 Over-carburization causes fracture
The fracture failure of the differential planetary gear made of SCr22 steel is analyzed: the gear production process is forging, annealing, cutting, carburizing, quenching and tempering. The steel used has a carbon content of 0.25%, which is slightly higher than the specified value. More granular carbides can be seen in the carburized layer. The hardness of the carburized layer is 60-62HRC, and the depth is 1.40mm, which is slightly deeper. In addition, most of the cracks in the layer are formed along the grain boundaries. The core of the root is harder. It is 37HRC. From this, it can be concluded that the cause of the fracture is over-carburization, and because the quenching temperature is low, the entire gear is weak and the strength is low.
1.3.3 Hardness discomfort causes damage
Analysis of transmission gear failure parts made of SNCM21 steel: the gear production process is forging, annealing, cutting, carburizing, quenching and tempering. The carburized layer has a surface hardness of 61 HRC and a thickness of 1.20 mm. The hardness of the core at the root of the tooth is 25HRC. This hardness value appears to be too low as the core hardness of the transmission gear.
Metallographic observation shows the crack morphology at the junction of the carburized layer and the uncarburized portion. It is generally believed that the crack is formed at the interface of the hardened layer and the core, spreads parallel to the surface of the layer at the interface, and finally the vertical surface peels off. As a rule of thumb, this damage is likely to occur when the hardness of the uncarburized portion is low. The surface hardness of the infiltrated layer is generally above 60HRC. If the hardness at the intersection of the gear root circle and the gear center line is defined as the core hardness, according to experience, the core hardness of the car transmission gear will not be damaged when it is 30 to 35HRC; Conversely, abnormal damage is likely to occur above or below this range. However, gears with low and high hardness have different fracture profiles. The hardness of the truck gear is preferably higher. Of course, the failure gear analyzed here is made of nickel-containing SNC21 steel. However, if the hardness of the gear core is 30 to 35 HRC, it is rarely broken even if it is made of SCr22 steel or SCM22 steel.
Of course, for some gears, even if the core hardness is not in the range of 30 to 35 HRC, it does not necessarily cause damage during use. This fact indicates that not all gear core hardness should be specified in this range. For some gears that are less demanding and have a harsh working condition, the core hardness has little effect on the breaking strength.
Pharmaceutical Foil,Black Aluminum Foil,Reusable Aluminum Foil,Food Wrapping Aluminium Foil
Trumony Aluminum Limited , https://www.trumonyalu.com