The importance of welding shielding gas
Welding gas directly affects the welding process of various gas shielded welding (GMA), involving arc behavior, splash formation, penetration profile, soot formation, welding speed and many more. These effects are due to different gas compositions. Due to physical and chemical properties.
For gas shielded welding (GMA), the two main parameters are wire feed speed (WFS) and voltage. The setting of the parameters and the choice of welding gas will result in different arc types. Whether it is large particles or jets, with or without short-circuit conditions, these types of arcs can reflect the characteristics of material transition. At the same wire feed speed, if a CO 2 shielding gas is used, a severe, coarse droplet large particle transition occurs, and a large amount of splash is formed, and the wire that becomes the splash portion does not become a valuable weld metal. Welding with Linde's CORGON ® series of shielding gas results in a relatively good penetration and avoids unmelting.
According to our statistics, the use of inferior protective gas, the resulting splash will consume 5% to 10% of the filler metal, and will still consume a lot of labor costs when grinding the splash, which may account for the entire labor cost. 25% of the labor cost of the welding process. With Linde Welding CORGON ® shielding gas, the splash will be reduced to 2.5% to 5% of all wire metal, and the labor cost of post-welding will be greatly reduced due to the reduction of spatter or spatter, and the overall overall cost can be reduced by 10%~ 30%.
The following is a practical example of a shelf weld:
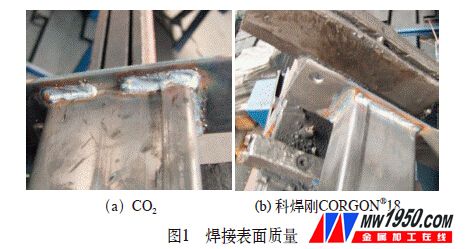
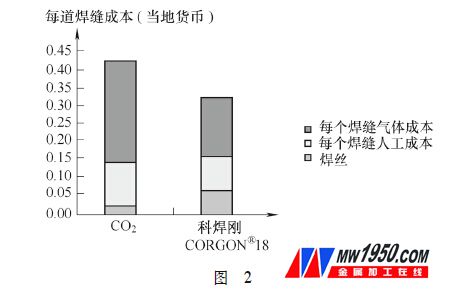
The customer previously used a CO 2 shielding gas to weld the top plate and the rectangular end faces. Tests have confirmed that using Linde CORGON ® 18, the wire consumption per component is reduced by 32%, while the welding productivity is increased by 37% and the total production cost per component is reduced by 24.3%. However, with CO 2 welding, the wire feed speed was 11.4 m/min, and the welding process produced a particle transition accompanied by excessive excess and a large amount of splash. With Linde CORGON ® 18, a stable jet arc, a small amount of splash and a flat weld are produced at the same wire feed speed, thus reducing wire consumption. The welding surface quality is shown in Figure 1. The cost is shown in Figure 2.
The company's main products and features
Linde has developed a series of applications based on different welding base metals.
Various types of welding gas required for different thicknesses and different speeds.
(1) A protective gas argon-based gas mixture (argon-based mixed gas) for welding carbon steel and low-alloy steel is widely used for welding carbon steel and low alloy steel. The gas component O 2 and/or CO 2 is added to these gas mixture components to improve weldability; it is sometimes possible to add N 2 , especially when higher productivity is required. The amount of these reactive gases added depends on the thickness of the sheet, the performance requirements of the product, and the degree of automation of the weld, ie, manual, automatic or robotic welding. The recommended protective gases for MAG, TIG welded carbon steel and low alloy steel are shown in Table 1 and Table 2.
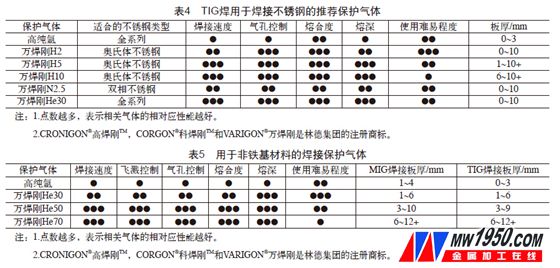
(2) Protective gas for welding a full range of stainless steels An important method in the welding of stainless steel is the use of solid wire welding with MAG (melted active gas shielded welding) welding of argon or argon-helium mixture. These welding shielding gases also contain a small amount of an oxidizing gas such as CO 2 for stabilizing the arc. Decarburization in the weld can be a problem, which limits the amount of CO 2 used. For low carbon (L grade) stainless steel materials, the CO 2 content of the shielding gas should be limited to 3% or less, and for other types of stainless steel, it can be limited to 5% or less. The recommended shielding gas for MAG welding for welding stainless steel is shown in Table 3. The recommended shielding gas for TIG welding for welding stainless steel is shown in Table 4.
(3) Protective gas for welding non-ferrous materials The most commonly used shielding gas for MIG and TIG welding of aluminum alloys, copper alloys and titanium alloys is pure argon, pure helium and a mixed gas of the two. Titanium alloys are very sensitive to oxygen and nitrogen and may even require special high purity products, especially where high quality is required. Welding protective gases for non-ferrous based materials are shown in Table 5.

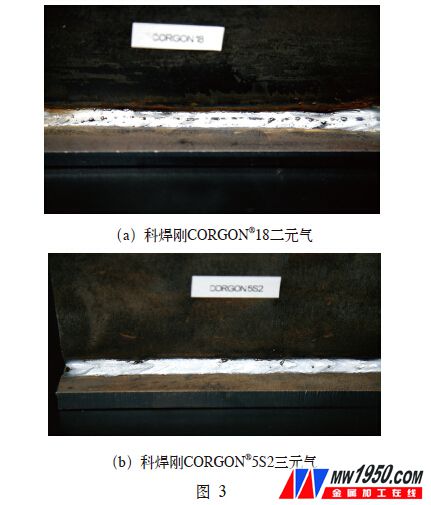
With the increase in labor costs in China's manufacturing industry, high-end welding gas can improve the welding speed and quality, and the characteristics of the post-weld treatment process are gradually recognized by domestic enterprises. When using Linde's Swarovski 5S2 and 12S2 ternary welding gas for low carbon steel welding, it can effectively improve the welding speed and welding quality, reduce the weld spatter and the formation of silicon-containing slag on the weld surface, and greatly reduce the cleaning cost. The product effect comparison is shown in Figure 3.
At the same time, due to the high heat transfer coefficient of helium, the heating effect of the arc on the base metal can be significantly improved, thereby greatly improving the welding speed and reducing welding defects such as unfused and incomplete penetration. In the future, more and more bismuth-containing welding gas will be used in the field of stainless steel and aluminum alloy welding. Linde provide high weld just CORGON ® 2He38 Wan and welding VARIGON ® He30 are just welded stainless steel or aluminum alloy preferably containing helium gas welding.
Linde is constantly striving for environmental protection and welder health
During the welding process, a large amount of ozone is generated around the plasma of the welding arc and spreads to the vicinity of the welding station. Even in a well-ventilated factory, ozone can enter the welding mask and affect the health of the welder. Inhalation of excess ozone during welding can cause mild headaches, sensitivity to dryness and coughing, and discomfort in the eyes, nose and throat.
Linde's Mison series of gas is precisely equipped with three-tenths of NO (nitrogen monoxide) to minimize the ozone generated by welding, thus maximizing the protection of the welding operator's health. At present, this advanced gas has been applied in China and has responded well. Linde offers a full range of welding protection gases from the Mison range of carbon steel, stainless steel, aluminum alloys and nickel-based alloys.
At the same time, Linde is developing a "blue soldering" series of protective gases that can simultaneously reduce ozone, fumes and radiation from welding. Linde is committed to putting the protection of the environment and the health of welders first, and will contribute to the happiness of China's manufacturing industry with our cutting-edge technology and sophisticated production processes.
More exciting content Welcome to Metalworking Online》》》Essen Special Report

The 19th Beijing Essen Welding & Cutting Fair
Dicyandiamide can be used as Adhesive. Epoxy Resin, chemical synthesis and so on.
Used as raw material for the manufacture of guanidine, special resin,
flame retardant etc. Used as padding for manufacture of leatherette, and
as curing agent for adhesive. used as fixing agent in drying industry,
as retarding agent in leather industry, as decoloring agent or
floculating agent in water treatment industry, as surface hardener in
steel ant industry, and as nitrification inhibitor in agriculture.
Adhesive
Additive For Adhesive Production,Dicyandiamide For Adhesive,Customize Superfine Dicyandiamide,Superfine Powder Dicyandiamide
NingXia Yuanda Xingbo chemical CO.,LTD , https://www.ydxbchem.com